前言
Q-SYM2废钢自动管理系统不断改进的同时也降低了废钢处理成本,改善了电弧炉生产效率。其主要功能包括:建立在废钢图像采集的基础上,实时对每一种类型的废钢即刻使用激光物体3D体积测量系统构成图形,对每一种废钢进行定量化分析,采用3D技术来代表料篮中废钢的特性、废钢体积、重量和密度,在车间内所有参与移动的物料都有详尽记录,操作期间对所有具有价值的图片进行记录。系统具有的这些功能,整合了车间里所有的冶金物料,完整的材料跟踪整合,做到预先准备,完全自动化的废钢跨,以及完全自主操作行车。
废钢和其他原含铁物料的管理,如热压铁(HBI)、直接还原铁(DRI)和生铁,因为它们构成电炉炼钢成本大头,必须高度重视它们的管理,根据金属料的比例结构和生产的钢材质量的不同,金属料占生产总成本40%~70%之间。废钢和金属料的供应、运输、搬运、分类和加料准备这些工作目前仍然高度依赖于人类的判断,不可避免造成一些错误行为,比如,将物料放在不恰当的位置,需要的时候又找不到;或者采购来的的物料与要求订购的特性不同,甚至产生混用现象,或者给料篮加料时候出现配料错误。所有这些因素都影响了电炉的产能,对电炉的运行效率和成本产生了负面影响。此外,在技术创新方面历来都是针对改善和优化钢铁生产工艺方面(初炼、精炼和连铸),顾及废钢物料这个领域很少,其主要因素是废钢等物料是属于采购部分负责和处理,炼钢现场管不着。如今,这一观点正在改变,废钢跨内的物料也开始运用新技术,技术创新和流程数字化得到有效应用,安全、质量和运营费用的降低是否合理成为这个废钢物料领域内进行改进的关键因素。
本文描述了意大利乌迪内ABS工厂正在开发的一个项目,简要说明了该技术的现状,重点介绍了引进的创新和未来的发展。
讨论
案例研究——废钢等物料通过卡车或火车运抵钢厂。每月有4000 至4500次运输车皮进入,所有输入数据都记录在管理执行系统(MES)中,并伴有附加的注释信息,如废料分类和现场操作人员使用智能手机拍摄的废钢进入废钢跨时的照片。钢厂有两个废钢跨,每个废钢跨有三台磁盘吊行车。钢厂有两座电弧炉,三台废钢料篮车将废钢料篮运输到其中一个电炉附近,使用行车将废钢料篮吊运到电炉上方给电炉添加废钢。另一个电炉使用一个料篮加料,料篮在废钢跨内使用传送装置向料篮中加入废钢,磁盘吊行车将废钢放入到传送装置上。料篮废钢金属料的比例是通过一个叫做最小成本费用(LCC)的计算模型来计算每炉钢和每一料篮,该算法计算出最经济的废钢金属料混合成本,模型计算考虑了一些约束条件,如钢材等级、最终成分要求、生产过程、物料分析,并对降低铁合金成本进行考虑。
六台废钢磁盘吊行车都配有触摸屏,向行车工显示每个料篮加料菜单,菜单给出金属料的种类和需要装载的重量。
需要注意的是,废钢熔清后的成分分析中,成分值离散较大,这要在电炉中解决和优化是不现实的。根据成分出现的偏差,需要解决下列问题:
1. 如何从废钢管理角度少考虑,减少电炉熔炼的成分偏差,提高钢水质量?
2. 如何提高废钢跨配比准确性?
3. 最终用何方法来减少运营成本?
针对这些问题,引进了废钢自动分类、物料跟踪、实时物料盘点、动态三维制图和料篮加料优化系统,这些都是实现最终目标的先决条件,以达到完全自动化的废钢跨操作管理,磁盘吊行车无人操作的目的。
自动废料分类——废料分类的目标是给各种类型的废钢一个能够特定识别一个样本标签,为自动鉴别废钢做准备。自动废料分类是依据图像进行分析处理,摄像机安装在废钢跨内特定的位置采集图像。
图像处理是基于人工智能(AI)技术的使用,目前可以支持不同的生产流程,为专业操作人员提供决策支持。人工智能可以进行一系列必要且耗时的任务工作,给人员操作带来便利,对废钢分类管理等不需要人来担任这种低级别重复简单工作,人工智能技术的支持可以大大简化这类繁琐活动,将宝贵的人力资源用于更高级别的职能活动上。
这些技术包括了生产和质量管理过程,对整个过程实现自主控制,系统处理的所有数据都可以在公司内部交换,或者存储起来供日后使用。
以工业 4.0 为基础,通过这些技术可以持续地改进生产过程。
废钢管理活动传统上完全由人工进行,要求职工训练有素,特别是在废钢识别和分类上,对于受过这方面训练的职工来说,除了特别复杂特殊情况下废钢识别和分类,这些工作都是琐碎的事务性活动。通过人工智能来简化人工劳动,原来这些废钢管理活动中,操作员花了大部分时间来检查废钢,属于例行公事的工作,解放他们的精力来,需要他们在更高层次的地方来进行有效工作。
平台提供的所有技术都涉及这个关键问题,独立管理了大部分活动,只在必要时和特殊地时需要操作者的介入。使用这个技术可以逐步循环学习改进,操作人员可以随着时间的推移来训练系统识别日益复杂的案例,从而进一步减少人工的工作量。
通过这种方式,操作人员的技能也得到了提高,并可以转向具有更高价值的工作层次去。
所采用的平台具有许多技术上的优势,第一个也是最明显的一个是,以web应用程序的形式即刻给出图形前端,操作人员可以通过它来进行各种识别模块的培训。该工具还允许人员再培训过程,否则就需要专业技术人员进行讲解培训。
第二个重要的技术优势在于所提议的解决方案的灵活性和模块化,实际上该平台由多个协同工作的模块组成,为将来的扩展、添加和修改提供了一系列已经准备好的技术和服务。所提议的解决方案的框架还有助于新工具的集成。
例如,目前提出的解决方案使用卷积人工神经网络作为识别算法。然而,最近的研究表明,分层条件随机域技术可以得到更好的结果。该平台将允许透明的替换,这将保留运营商所做的培训工作。不幸的是,这项技术其成熟度还不够,可靠性使用有待提高。
图 1 图示一个简化的块

采集:识别系统的输入由一个或多个传感器(摄像机)提供。这组传感器的任务是将所检查的物料现实的物理测量(场景、图像)转换为计算机可访问的模式(电信号)。传感器的特性和局限性(分辨率、失真、信噪比)在分类系统的设计和性能中起着重要的作用。
预处理:在这个阶段,对采集到的数据进行一些操作,以方便数据的分类过程(如滤波、几何校正等),按照数据的分类过程的目的对信号进行增强和调整。
特征提取:特征提取器的目的是能够发现区分不同的物体特征,而对废钢物体的移动、旋转和尺寸比例并不敏感,换句话说,它对信号进行转换,从而降低要处理的信息的复杂性,使系统更加高效。以简单的方法来获取特征参数,同时必须具有较高的识别能力。
分类:在此阶段进行特征识别。
后处理:允许利用分类提供的结果来探索改善分类本身的性能。
检查人员:在开发和调试阶段,将分类过程的结果传递给检查人员。检查人员的职责是评估结果。根据得到的结果,检查人员根据所选择应用对识别系统进行一次或多次修改(如相机采集参数进行新的
调整、特征数据集的改变、分类规则的改变)。自动分类发展的路线图分三个阶段进行:
学习:操作人员对来料废钢进行分类,系统记录运送的废钢踪迹,记录废钢跟踪过程的照片,这些数据将构成下一阶段的数据源。
建议:该系统向操作人员提供一种或多种可能的废钢分类,要求给予确认或进行恰当的分类。在这一阶段中,系统将在每一次中不断进行改善。
分类:系统自动对所有来料废钢进行分类。
学习阶段——操作人员使用专用的图形用户界面(GUI)为废钢图像分类。对应用程序的访问是通过 web 浏览器进行的。该应用程序是基于云计算,经过许可后可以安装在服务器上。显然,在培训和调试阶段,首选的访问方式是通过云计算。在这个阶段,没有分类,只有数据收集。操作人员手动插入系统获取的所有图像,并将它们分配到适当的废钢类别,所有的物料都已经在系统内部定义并恰当地创建,然后操作者对每个图像进行注释。
注释是简单用鼠标在图像上绘制的一个框。这些框(注释)高亮显示(易于识别),它代表操作员正在分类的废钢类别。
注释图像是一项非常重要的任务,因为模型将从注释文集中学习。如果加入文集库的注释不一致、不正确、不精确,那么模型提供的废钢分类也将是不一致、不正确和不精确的,这种注释可能只需要几秒钟、几分钟就可以完成,系统将通过最佳的方式执行学习过程,提取图像恰当的特征,见图2。

图 2 根据废钢图像给出分类和注释的例子
为了平衡计算训练时间和质量,需要一个优良的数据集,每类废钢至少 2000 个注释组成。此外,各类废钢之间在注释数量方面的非对称性需最小化,可以使用的图像数量没有上限。数据采集结束后,系统带整个标签图像进行训练。
建议阶段——建议阶段是一个中间阶段,实际上是学习阶段的延续。例如,某一类物料只遇到很少的几次时才会使用它,造成了没有足够的信息数量和注释。系统使用为数不多的注释进行训练,每次遇到新的图像就即使进行更新,对其进行处理,提出分类的建议。操作人员总是要进行确认和/或修改废钢分类信息,然后,系统用操作人员的答案当做进一步学习阶段的信息。
分级阶段——该系统是如此准确,无需操作人员来确认或修改废钢等级,此时,系统已经训练了大量带标签的图像,系统的精度被认为是令人满意的(超过一定的阈值),可以自主进行工作了。
自动分类的系统架构——系统由多个模块组成,这些模块允许与字段(操作人员与平板电脑或智能手机)、服务器和其他处理设备进行交互。主要由下列各部分组成:
- 带有自动分类应用程序的服务器(可能在云计算中)。
- 一个或多个图像采集和处理设备(摄像机和本地单元)。
- 一个或多个操作站用于分析收集的数据。
在标准的操作模式下,操作人员通过平板电脑或智能手机,要求系统将特定分类的废钢运送到废钢跨。操作人员在发送请求时,就指定了废钢存放的区域,并给出废钢料仓负荷的的标识信息,见图3。

图 3 系统自动执行废钢分类实例
当 Q-SYM2 系统要求摄像仪在指定位置获取废钢的图像时,本地单元通过调整相机位置、变焦和亮度启动程序,然后获取图像。在发送到系统之前,本地单元执行图像预处理。图像必须:对所有区域内的所有图像具有相同的固定像素/ mm 比值(定义为公差)。

图 4 使用自动分类算法模式识别
物料跟踪——废钢从进入废钢料场到被装入废钢料篮都要进行跟踪。废钢的所有物理地点移动(吸取和储存)都与材料的特征数据一起记录在数据库中:类别、密度、供应商、运输文档数据、图片等。如果加料或者卸料位置不一致,系统会发出报警信息。该系统还允许操作人员查询,根据熔化后的钢水计算比热(对废钢供应商的索赔管理有用)。
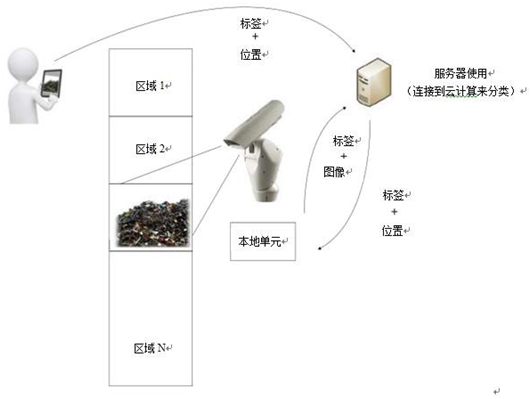
图 5 自动分类系统摄像仪采集图像(一种采集方案)
所有行车的运动都被精确跟踪:
- 行车大车的运动(x 坐标)是通过安装在两个跨的磁棒传感器(线性绝对编码器)从车间长度方向上跟踪行车行程长度,选择这种类型的传感器是为了其位置读数的可靠性和准确性。与其他系统不同的是,当行车测量辊轮打滑时,不需要重新校准测量零点,而且使用带有反射器的激光系统时,行车轨道的变形和振动不会导致测量误差。
- 利用激光跟踪小车(y 坐标)的运动,用编码器测量磁铁(z 坐标)的运动。称重系统也正在升级,并将用于评估移位材料的重量。在钢厂大门口附近的汽车地磅称重的信息再次可以进行重新调整。
- 从操作台的屏幕上,可以跟踪废钢跨内所有物料(也包括行车)的运动。图 6 和图 7 显示了两个运动的例子,选择和显示在一个简化的图形布局的跨中。目的是对行车运动进行统计分析,验证行车使用效率,为此,可以使用一些过滤器:日期、行车、操作员、输入负载、移动的材料类型、源和目的地。

图 6 废钢跨物料移动记录页面

图 7 废钢跨物料移动记录页面(废钢跨平面示意)
实时材料库存和动态三维地图一个基于激光扫描仪的容积系统,安装在行车上,允许生成实时的三维材料地图。
激光扫描仪是 2D 型,安装在两个跨之间的所有行车上。二维激光的扫描平面垂直向下平行于行车。
二维激光扫描仪确定一个平面的轮廓(见图 8),轮廓由单个激光束组成,由扫描仪以特定的角度(角度步长)传输。对于每一束激光,扫描仪都会接收到物体表面的反射。(即金属零件在废钢堆光的反射)。
图 8 行车使用二维激光扫描摄像构建三维图像
然后利用激光束的已知角度和到目标的距离将轮廓转换为二维坐标。
通过在坐标轴上移动扫描仪(行车上),三维模型由二维坐标下的剖面生成。一个专用的服务器接收来自所有扫描器的所有数据,并生成整个废钢场的完整3D 地图,给出废料场每个特定区域的体积。
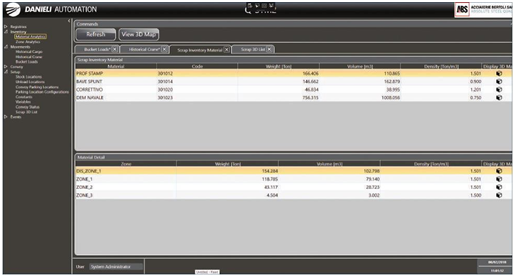
图 9 废钢跨原料库存页面
将跟踪模型的数据与容积系统的信息相关联,可以对堆场中各类物料的体积和数量进行量化,从而得到完整的实时库存。见图9 图 10 废钢跨库存页面。
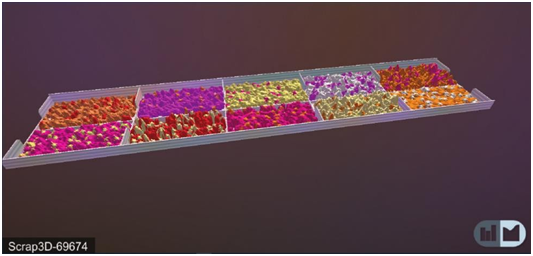
图 10 废钢跨3D 废钢库存页面
废钢料篮加料验证—料篮准备,料篮中每一层废钢物料的类型,废钢密度和物料的在料篮中上下层的顺序对电炉优化熔炼过程是必不可少的,这样就改善废钢被电弧熔化的方式,将电能传输到废钢上加速熔化。安装在行车上的激光扫描仪可以测量每层物料加载料篮中的体积,而重量则由废钢车的称重系统测量。料篮中每一层物料的这两个测量值来计算密度。存储在废钢料篮中的材料也被自动分类模块拍照和处理,以验证加料是否符合配方的要求,见图 11 所示。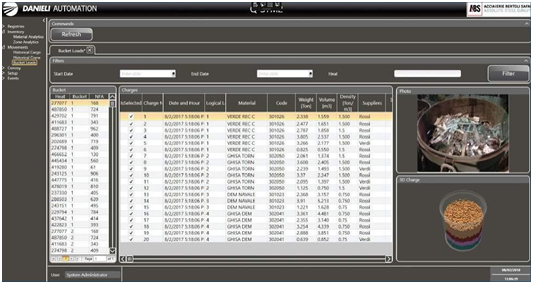
图 11 料篮加料页面和3D 料篮各层物料示意
从现场使用的专用日志页中,可以检索每个料篮相关的所有数据,以便了解每炉钢相应的工艺过程。
结论
在这个结论中,将注意到:
- 自动分类允许操作者独立选择不同的物料,使得更好地管理不一致特性的废钢。
- 完整的实时库存使得废钢和物料的采购恰当和有效。
- 料篮加料各项验证确认了电炉中废钢和物料,从而使得电炉根据真实数据信息来优化供电供氧过程。
- 这些解决方案是实现最终目标的先决条件,即不用行车驾驶员实现全自动和自主行车操作驾驶。整个废料场将由较少的操作员管理,位于中心控制室内操作人员管理行车整合系统,主要的工作就是远程监控废钢跨所有的作业。
远程控制行车操作完全保障了人员的安全,大大减少了废钢跨作业人员现场作业,有效提高安全性,避免危险的产生,降低劳动强度。
参考文献
1.C.Mathy, S. Porisiensi, M. Di Giusto,X. Le Coq, M. Picco andJ.C. Baumert, “Steelmaking Processes, Characterizationof the ScrapDensity,” Technical Steel Research, European Commission FinalReport,Directorate-General for Research, 2005.
2.J.C.Baumert, M. Picco, C. Weiler, M.Wauters, P. Albart and P. Nyssen,“Automated Assessment of ScrapQuality Before Loading Into an EAF,”Archives of Metallurgy and Materials, Vol. 53, Issue 2, 2008.
3.T. Wieczorek and M. Pilarczyk,“Classification of Steel Scrap in the EAFProcess Using Image Analysis Methods,”Archives of Metallurgy andMaterials, Vol. 53,Issue 2, 2008.
4.F. Ros and L. Bacchetti, “AutomaticScrap and Metal Management:A Case Study,” DanieliTechnology Book 2017: Ideas for a New NormalMetals Consumption Period, FourthDanieliInnovaction Meeting,October 2017.
作者
AuthorsFabrizio Ros (left)senior manager, automation, Danieli Automation S.p.A., Buttrio (UD), Italy f.ros@dca.it
LorenzoBacchetti (right)technical and sales manager, cranes automation and automatic yards, Danieli& C. Officine Meccaniche S.p.A., Buttrio (UD), Italyl.bacchetti@danieli.it
来源:中国电炉生产技术服务平台





